Starbar® Silicon Carbide Heating Elements
High Temperature Heating
Starbar® Silicon Carbide Heating Elements are used in diverse number of settings, from ceramics and heat treating to metallurgy, assaying and incineration. Starbar elements can be used for application temperatures up to 2,912ºF (1,600ºC), and are available in an array of configurations and styles to meet most standard needs, with customized options available by custom order.
Starbar Silicon Carbide Heating Elements
-

Type RR, Silicon Carbide Heating Elements
-
Type RA, Silicon Carbide Heating Elements
-
Type TW Silicon Carbide Heating Elements
-
Type SEU, Silicon Carbide Heating Elements
-
Type TSR, Silicon Carbide Spiral Heating Elements
-
Type DB Dumbbell, Silicon Carbide Heating Elements
-
Type TDB Dumbbell, Silicon Carbide Heating Elements
-
Type U, Multiple Leg Starbars
-
Type W, Multiple Leg Starbars
-
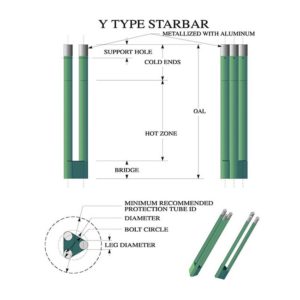
Type Y, Multiple Leg Starbars
-
Type SE, Silicon Carbide Spiral Heating Element
-
Type TSE, Silicon Carbide Spiral Heating Element
-
Type SER
-

Starbar HD Tubes
-
Starbar SE Tubes
-
Starbar ESNT Tubes