
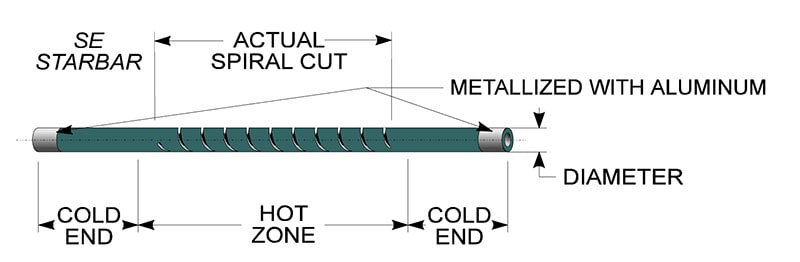
The spiral Starbars are made of special high-density reaction-bonded silicon carbide. A spiral slot in the hot zone reduces the cross sectional area. This provides the electrical resistance ratio to make the ends cool and the hot zone hot. Special cold ends may be welded to further enhance the resistance ratio. To provide a low resistance contact surface the extremities are metallized with aluminum. The electrical connections are made with flat aluminum braids and spring clamps. The terminal ends of the SE element are normally plugged.
Type SE Starbars are described by giving the overall length, the heating section length, and the diameter. As an example, SE 36 x 14 x 1 is a spiral element 36" long with a 14" hot zone and 1" in diameter. In millimeters, a SE 914 x 356 x 25 is a spiral element 914 mm long with a 356 mm hot zone and 25 mm in diameter.
Se Brochure
(PDF, 747KB)




Jump to section
Sizing Breakdown
| Item # | Item Name | Nominal Diameter | Maximum Heating Length | Maximum Overall Length | Maximum Load Tube ID | Starbar ID |
|---|---|---|---|---|---|---|
| SE-1-1/2-38 | Type SE, Silicon Carbide Spiral Heating Element | 1-1/2 Inch 38 mm | 40 Inch 1015 mm | 71 Inch 1803 mm | 13/16 Inch 21 mm | 15/16 Inch 24 mm |
| SE-1-3/4-45 | Type SE, Silicon Carbide Spiral Heating Element | 1-3/4 Inch 45 mm | 48 Inch 1220 mm | 79 Inch 2007 mm | 15/16 Inch 24 mm | 1-1/16 Inch 27 mm |
| SE-2-1/8-54 | Type SE, Silicon Carbide Spiral Heating Element | 2-1/8 Inch 54 mm | 52 Inch 1320 mm | 85 Inch 2159 mm | 1-3/16 Inch 30 mm | 1-5/16 Inch 33 mm |
| SE-2-3/4-70 | Type SE, Silicon Carbide Spiral Heating Element | 2-3/4 Inch 70 mm | 60 Inch 1525 mm | 93 Inch 2362 mm | 1-13/16 Inch 46 mm | 1-15/16 Inch 49 mm |
| SE-3/4-19 | Type SE, Silicon Carbide Spiral Heating Element | 3/4 Inch 19 mm | 22 Inch 555 mm | 42 Inch 1067 mm | 5/16 Inch 8 mm | 3/8 Inch 9.5 mm |
| SE-1/2-13 | Type SE, Silicon Carbide Spiral Heating Element | 1/2 Inch 13 mm | 12 Inch 305 mm | 32 Inch 787 mm | 1/8 Inch 3 mm | 3/16 Inch 5 mm |
| SE-5/8-16 | Type SE, Silicon Carbide Spiral Heating Element | 5/8 Inch 16 mm | 14 Inch 355 mm | 34 Inch 864 mm | 1/4 Inch 6 mm | 5/16 Inch 8 mm |
| SE-3/8-10 | Type SE, Silicon Carbide Spiral Heating Element | 3/8 Inch 10 mm | 10 Inch 250 mm | 30 Inch 762 mm | 1/8 Inch 3 mm | 3/16 Inch 5 mm |
| SE-7/8-22 | Type SE, Silicon Carbide Spiral Heating Element | 7/8 Inch 22 mm | 26 Inch 660 mm | 50 Inch 1270 mm | 3/8 Inch 9 mm | 1/2 Inch 12.5 mm |
| SE-1-25 | Type SE, Silicon Carbide Spiral Heating Element | 1/1 Inch 25 mm | 30 Inch 760 mm | 61 Inch 1549 mm | 1/2 Inch 13 mm | 9/16 Inch 14 mm |
| SE-1-1/4-32 | Type SE, Silicon Carbide Spiral Heating Element | 1-1/4 Inch 32 mm | 40 Inch 1015 mm | 71 Inch 1803 mm | 9/16 Inch 14 mm | 11/16 Inch 17 mm |
| SE-1-3/8-35 | Type SE, Silicon Carbide Spiral Heating Element | 1-3/8 Inch 35 mm | 40 Inch 1015 mm | 71 Inch 1803 mm | 11/16 Inch 17 mm | 13/16 Inch 21 mm |
Mounting
There are no restrictions on the mounting positions of Starbars, although the horizontal and vertical positions are common. The most common is vertical with the Starbar being hung from the cold ends. When these Starbars are mounted horizontally the bridge should be supported. The legs should be positioned in the same horizontal plane, not on edge. If the legs were to be positioned in a vertical plane, it would be difficult to get proper support for each leg. The Y Starbar should be mounted only vertically for the same reason. Extreme caution should be used when mounting to ensure that the Starbars are not placed in tension. There should be adequate freedom to allow for the furnace and Starbars to expand and contract independently.
The support hardware, included with each shipment, consists of a stainless steel washer for each leg and two stainless steel cotter pins (three for the Y Starbar), as shown in Figure 3 and listed in Table B. Support hardware and support holes are not included for Starbars to be mounted horizontally.
Starbars should have their heating sections in the furnace chamber so that no portion of the heating section extends into the furnace wall or refractory plug.
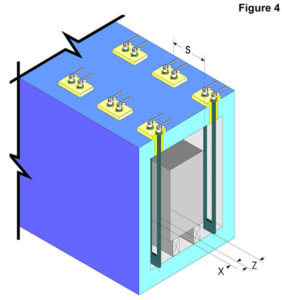
Starbars should not be placed closer than two Starbar diameters to each other or one and one half Starbar diameters to a wall or other reflecting body. If the Starbar is not able to dissipate heat energy equally in all directions, it may cause local overheating and possible failure. The formula for computing the recommended Starbar spacing to obtain an even temperature gradient on the product being heated is shown in Figure 4.
TABLE C
Recommended Minimum Refractory Hole Size
Minimum Hole Diameter Based on Refractory Wall Thickness
| Starbar Diameter | Recommended Minimum Refractory Hole Diameter |
|---|---|
| mm / Inch | mm / Inch |
| 13 / 1/2 | 16 / 5/8 |
| 16 / 5/8 | 19 / 3/4 |
| 19 / 3/4 | 23 / 7/8 |
| 25 / 1 | 27 / 1-1/16 |
| 32 / 1-1/4 | 39 / 1-1/2 |
| 35 / 1-3/8 | 42 / 1-5/8 |
| 38 / 1-1/2 | 42 / 1-11/16 |
| 44 / 1-3/4 | 49 / 1-15/16 |
| 54 / 2-1/8 | 60 / 2-3/8 |
| 70 / 2-3/4 | 77 / 3-1/32 |
| 44 / 1-3/4 | 49 / 1-15/16 |
| 50 / 2 | 5 / 2-1/4 |
| 55 / 2-1/8 | 61 / 2-11/16 |
| 62 / 2-1/2 | 69 / 2-3/4 |
| 75 / 3 | 84 / 3-5/16 |
| 22 / 7/8 | 27 / 1-1/16 |
Specifications
Operating Temperatures
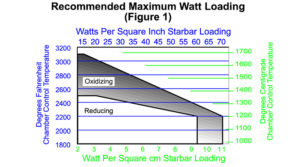
In an air or inert atmosphere of argon or helium the SE and TSE Starbars can be operated at furnace temperatures up to 3000ºF (1650ºC). In reducing atmospheres the maximum operating temperature is 2500ºF (1371ºC). See Watt Loading Graph, Figure 1.
There is a protective coating of silicon dioxide on the silicon carbide. Hydrogen reduces this coating and causes the Starbar to deteriorate. Very dry or very wet hydrogen is detrimental to long service life. Nitrogen atmosphere applications are limited to 2500ºF (1370ºC) and a maximum watt loading of 20 to 30 watts per square inch (3.1 to 4.6 watts per square centimeter). Too high of a surface temperature will result in silicon nitride formation. A thermally insulative layer forms around the Starbar resulting in very high surface temperatures which damage the Starbars.
Engineering Information
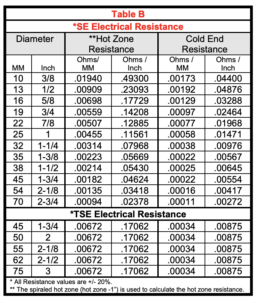
Hot zone / cold zone (electrical resistance)
Superior Performance
At 2.7 gms/cc, this high-density low-porosity element is able to survive severe environments. The high density prevents the internal lattice structure from being oxidized. This Starbar has an extremely slow aging characteristic.
Interchangeability
Starbars are interchangeable with all dumbbell silicon carbide heating elements manufactured in the United States as well as higher resistance heating elements manufactured for the Asian and European markets. It is important to provide the nominal electrical resistance when ordering Starbars.
Electrical Characteristics
The silicon carbide Starbar is a linear type resistance heater that converts electrical energy to heat energy – Joule’s Law W = I2 x R, (W = power in watts, I = current in amperes, R = resistance on ohms).
Electrical Loading
Starbars are not sized to a specific wattage output like metallic heating elements. The amount of energy that a Starbar is capable of converting from electrical to heat energy depends on the ambient furnace temperature and atmosphere in which the Starbar.
Power Supply
The previous paragraph explained how to calculate the recommended wattage output of the Starbar. The following explains how to compute the electrical requirements to provide the recommended power.
Knowing the wattage output and the resistance of the Starbar you have two parts of an equation with three unknowns. This equation is E=√(W x R), (E = nominal full load voltage, W = rating of the Starbar in watts, R = resistance of the Starbar in ohms). The resistance of the Starbar can be calculated using the values found in Table B.
Solving for E determines the voltage required on a nominal resistance Starbar to provide the wattage output desired. This assumes a nominal resistance.
Example: A Starbar SE 36 x 14 x 1 has a resistance of 1.83 ohms and 44 square inches of radiating surface. Loading to 45 watts per square inch, this Starbar could provide 2000 watts. To find the nominal voltage solve for E.
- E = √(W x R)
E = √(2000 x 1.80)
E = 60 voltsStarbars may be connected in parallel, series, or combination thereof. Parallel connections are preferred, for if the resistance of one or more Starbars increases, its portion of the load will be reduced and the group will remain in balance.
In a parallel arrangement the voltage across all the Starbars is the same. In the formula W= E2÷R (W = watts, E = voltage, R = resistance) it can be seen that, the greater the resistance, the lower the wattage output. The Starbars in the parallel circuit with the lowest resistance will supply more heat energy and therefore operate at a higher temperature.
This higher Starbar temperature will cause it to gradually increase in resistance until all the Starbars have the same resistance. At this time all the Starbars should have approximately the same resistance values and surface temperatures and therefore remain in balance.
To compute the network resistance of a group of Starbars the following formula may be used: Rn = R x S ÷ P (Rn = network resistance, R = resistance of Starbar, S = number of Starbars connected in a series, P = number of parallel circuits).
Example: Eight Starbars SE 36 x 14 x 1 (R = 1.83 ohms) connected 2 in series (S = 2) and 4 parallel groups (P = 4).
- Rn = R x S ÷ P
Rn = 1.80 x 2 ÷ 4
Rn = 0.90 ohmsTo compute the nominal network voltage required to power a set of Starbars, a combination of the previous two formulas is used as follows:
En = √(Wt x Rn), (En = nominal network voltage, Rn = network resistance, Wt = total wattage output).
Example: Eight Starbars SE 36 x 14 x 1 (R = 1.80 ohms) connected 2 in series, 4 parallel groups. Each Starbar provides 2000 watts. Wt = 8 x 2000 = 16,000 watts. Rn = 0.90 ohms.
- En = √(Wt x Rn)
En = √(16,000 x 0.90)
En = 120 voltsThe resistance of Starbars increases gradually during their useful life. Therefore, some means of keeping the power input to the kiln or furnace at a level sufficiently high to maintain the desired temperature is required.
Historically, expensive voltage varying equipment such as multiple tap transformers or saturable reactors were recommended for all but the very low temperature applications.
Spiral Starbars can be used directly on the line (fixed voltages) at temperatures up to 2500ºF (1370ºC). To compensate for the reduced output as the Starbars gradually age or increase in resistance, the furnace or kiln is initially overpowered by 25% to 50%. This type of arrangement eliminates the expensive voltage varying equipment and has proven very satisfactory in many applications. It is not recommended when fine process temperature control is required.
Assume a furnace will require approximately 16,000 watts after all heat losses and load factors have been considered. Increasing this 16,000 by 25% to 50% gives a wattage requirement of between 20,000 and 24,000 watts.
By taking another look at the previous examples it can be seen that 10 Starbars SE 36 x 14 x 1 connected two in series, five parallel groups on 120 volts would supply the 20,000 watts. If 12 Starbars, two in series, six parallel groups, of the same size were used the output would be 24,000 watts.
Twelve Starbars connected four in series, per phase, on 240 volts would make a balanced three phase 240 volt network.
The temperature of the kiln or furnace is controlled by an off-on controller. When the Starbars are new, they will only be powered for 16/20 or 16/24 of the time (the ratio of the power needed to the power available). As the Starbars increase in resistance they will be on for a greater percentage of the time. When they have increased in resistance to a point at which they supply 16,000 watts, they will be on 100% of the time. A SCR (silicon controlled rectifier) or thyrister can also be used.
For applications where close temperature control is desired and/or for temperatures above 2500ºF (1370ºC), a device for increasing the voltage to the Starbars is required. There are several methods of providing this variable voltage source.
- The multiple tap transformer is the most common because it is usually the least expensive. The secondary of the transformer is provided with taps which usually vary in number from 10 to 36. By carefully selecting the voltage taps, the correct voltage output to match the resistance of the Starbars over their complete useful life can be made.
- Saturable reactors and induction regulators are used to provide a stepless voltage control. They are also sometimes used with multiple tap transformers.
- Capacitor controls are used infrequently. They, of course, will tend to improve a power factor which makes their use desirable in some areas.
- Silicon controlled rectifiers (SCR) have become quite popular with the advances in solid state devices.
To compensate for the reduced output as the Starbars increase in resistance, a voltage range is required that will compensate for a 100% increase in the Starbar resistance. The following formula may be used to calculate Emax: Emax = √(Wt x Rn) x 1.5, (Emax = recommended maximum voltage required to compensate for increase in resistance due to aging and resistance tolerance, Wt = rating of transformer in watts, Rn = network resistance of the Starbars, 1.5 = minimum margin to accommodate the doubling of the Starbar network resistance and the plus 20% resistance tolerance). A higher value will offer slightly longer usable service life.
Example: A transformer is rated at 16 KVA and has a computed nominal full load voltage of 120 volt (Rn= .90, Wt=16,000 for 8 Starbars).
- Emax = √(Wt x Rn) x 1.5
Emax = √(16,000 x 0.90) x 1.5
Emax = √14,400 x 1.5
Emax = 180 voltsThe nominal full load voltage and maximum voltage have been computed.
When specifying the transformer, the nominal full load voltage is usually reduced to allow for the minus 20% resistance tolerance of the Starbars and slow furnace heatup.
To calculate the minimum voltage, take 70% of the nominal voltage. For periodic applications, take 30% of the nominal full load voltage.
Auto transformers may be used if primary voltage is 230 volts or less. They should not be used in a three phase arrangement. Accepted practice limits the secondary voltage on all transformers to 300 volts. Above this refractory voltage leakage becomes a problem.
When computing the size of the voltage steps between taps, a value of 5% of the nominal full load voltage is often used. When SCR or thyrister controls are used on the primary, fewer taps are required. For example, if 6 taps are used, the idling tap can be 0.7 x nominal voltage, then each consecutive tap would be 14% higher. For 8 taps, the idling tap would again be 0.7 x nominal voltage, each consecutive tap at 9.1% higher than the preceding.”
Ease of Replacement
SE and TSE Starbars can be replaced while the furnace is at operating temperature. The power to the Starbars being changed should be shut off, the spring clips and aluminum braid released, and the old Starbar removed. The new Starbar should be inserted smoothly through the hot furnace with sufficient speed to insure that the aluminum is not melted off the terminal end but not so fast as to cause thermal shock.
Service Life
Starbars increase gradually in resistance with use. This characteristic of increasing in resistance is called aging. Aging is a function of the following:
- Operating temperature
- Electrical loading – usually expressed in watts per square inch or watts per square centimeter of Starbar radiating surface
- Atmosphere
- Type of operation (continuous or intermittent)
- Operating and maintenance techniques
Furnace Heating Chamber
The furnace heated chamber dimension which the Starbar spans can be the same as the hot zone length of the Starbar as shown in Figure 4. Recommended terminal hole diameters for various refractory walls or plugs and Starbar sizes are shown in Table C at the top of this page.
Specifications and Matching
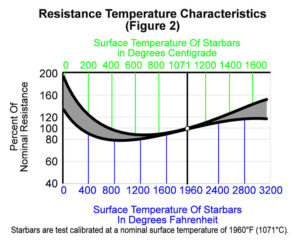
Starbars have a manufactured tolerance of plus or minus 20% on the nominal resistance. All Starbars are calibrated at least twice prior to shipping to ensure their being within specifications. The calibrated amperage of each Starbar is marked on the carton and collar end of each Starbar. When installing, arrange Starbars with amperage values as close to each other as available. Longer service life will be obtained when series connected Starbars are matched in resistance. Starbars are shipped as closely matched as possible.
Starbar Spacing
Starbars should not be placed closer than two Starbar diameters to each other or one and one half Starbar diameters to a wall or other reflecting body (from the center line of the Starbar).cross section flange is used to support the weight of the plug and Starbar. The plugs are available in both rectangular and cylindrical cross sections, see Figure 5.
Availabilty
Starbars can be shipped from stock, or two to three weeks after receipt of an order.
Custom Configurations
The ID of the SE cold ends is normally plugged. The SE is alternatively available with a clear ID which allows it to be used as a tube heater. The SE should be used as a tube heater rather than the TSE because the wall is thicker making it stronger. The TSE should be used only when the ID of the SE is not large enough.
Special higher custom resistance values are available. This is accomplished by machining a smaller spiral width, therefore very high resistance and/or long hot zone lengths are not practical. Lower than standard resistances are not recommended.
Electrical Connectors
Held in place by clamps, braided aluminum terminal straps in 25, 50, 100, and 200 ampere ratings, are available in three styles: Single Loop (for connecting binding post to element) and Double Loop (for connecting element to element) and Post to Post. Detailed descriptions and part numbers can be found in our Starbar accessory literature.
Terminal clamps
There are two type of clamps: Type “M”, manual, (derives its name from its similarity to the letter M) and Type “T”, used with a tool. Please refer to our accessory literature for a detailed part number and description.
Recommended SE Starbar Spacing
X – Distance from the centerline of Starbar to any reflecting surface, such as a refractory wall or product.
Z – Distance from the centerline of the Starbar to a moving or stationary load.
S – Distance from centerline of the Starbar to the centerline of an adjacent Starbar.
X = 2 x Starbar diameter is the minimum, 1.5 x Starbar diameter is the absolute minimum and requires a reduced Starbar surface watt loading.
Z = S ÷ 1.41 minimum for stationary loads
Z = S ÷ 1.73 minimum for moving loads.
S = 2 x Starbar diameters minimum.
REQUEST INFORMATION